13375600456


更新时间:2025-02-09 02:50:44 浏览次数:9 公司名称:聊城 鑫泽金属制品有限公司
| 最小起订 | 50公斤 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽制品 |
| 产品规格 | 直径3-100 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 根据需求 |
| 产品颜色 | 光亮 |
| 质保时间 | 精密冷拉 |
| 外形尺寸 | 圆型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 冷拉光亮 |
| 产品功率 | 1000 |
| 工作温度 | 1500 |
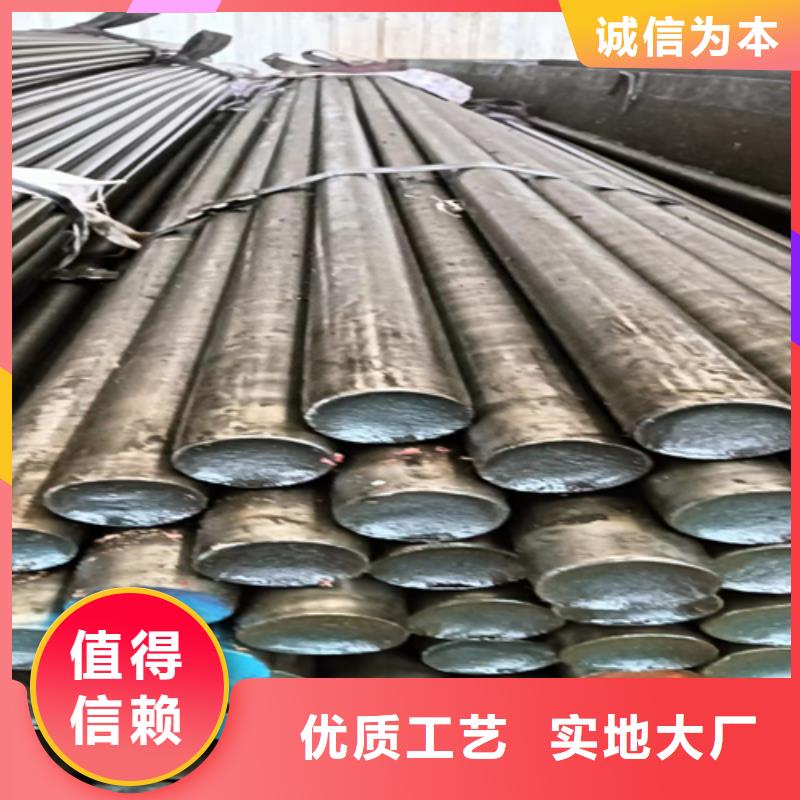

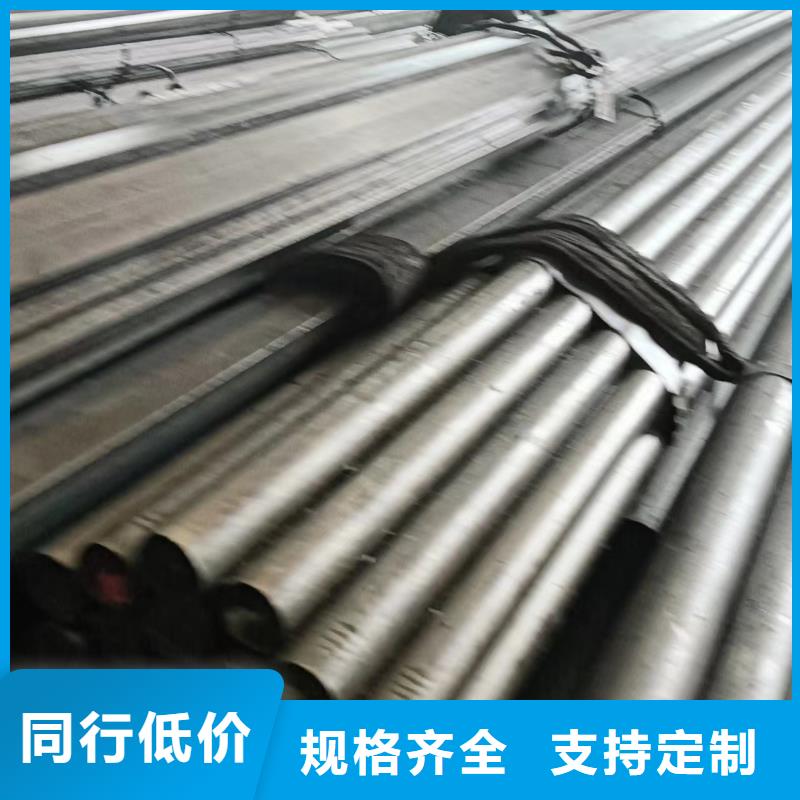
冷拔圆钢冷拉圆钢与冷拔圆钢的区别是?冷拔圆钢(也有叫:冷拔圆钢冷拉圆钢、光圆),是一种精度很高的圆钢,材质是经过“调质”处理的,可以直接用来做轴,不需要再加工的2、对应的普通圆钢,就是我们常见的用于建筑的圆钢,供应的热处理状态是“正火”,无论是尺寸精度还是材质都是普通级别的 3、直径Φ20的冷拔圆钢冷拉圆钢可以直接用来做轴,而称之为“圆钢”的Φ20圆钢只能做建筑用钢。冷拔圆钢冷拉圆钢与15Cr钢相比,有较高的强度及淬透性,在油中临界淬透直径达4 ~22mm,在水中临界淬透直径达11~40mm,但韧性较差,此钢渗碳时仍有晶粒长大倾向,降温直接淬火对冲击韧性影响较大,所以渗碳后需二次淬火以提高零件心部韧性,无回火脆性;这种钢大多用于制造心部强度要求较高,表面承受磨损、截面在30mm以下的或形状复杂而负荷不大的渗碳零件;对热处理变形小和高耐磨性的零件,渗碳后应进行高频表面淬火,如模数小于3的齿轮、轴、花键轴等。此钢也可在调质状态下使用,用于制造工作速度较大并承受中等冲击负荷的零件,这种钢还可用作低碳马氏体淬火用钢,更进一步增加钢的屈服强度和抗拉强度。
光亮小圆棒专业销售团队
一、冷拉冷拔圆钢的蚀刻工艺基本原理冷拉圆钢是在铝合金园钢表层根据有机化学的方式 ,运用三氯化铁的强氧化性,将铝合金园钢表层浸蚀出各种各样装饰图案。以8K镜面不锈钢、金属拉丝板、喷砂处理板为底版,开展浸蚀解决后,对物块表层再开展生产加工,冷拉圆钢可开展部分的和纹,金属拉丝,嵌金,部分钛金板等各式各样繁杂处理工艺,冷拉圆钢完成图案设计明暗交界线两色,颜色绚丽多彩的实际效果。二、冷拉圆钢的装饰设计特性伴随着大家对当代日常生活的追求完美,墙体装饰原材料的样式也在持续发展趋势,能够做为墙体装饰的原材料也愈来愈多了,例如建筑涂料、壁纸、五颜六色冷拉圆钢这些。原材料的特性不一样,其装饰设计实际效果和常见问题也截然不同。以壁纸特征分析,较大的难题便是其出現发霉的状况。而发霉的产生一般 是由于空气中带有过多的水份长期性保存而造成的。这类状况在住宅中的餐厅厨房和卫浴洁具房2个室内空间特别是在比较严重。这个时候,何不应用五颜六色冷拉圆钢来替代壁纸装饰设计墙壁。五颜六色冷拉圆钢的图案设计丰富多彩,色彩鲜艳,使用期较为长,而且无法被别的要素更改其特点,的确是出色的墙面装饰板材。不完美的便是价格对比壁纸贵,可是长期性看来,還是物有价值的。
 <徐州>鑫泽金属制品有限公司
<徐州>鑫泽金属制品有限公司
 光亮小圆棒专业销售团队
光亮小圆棒专业销售团队

冷拔圆钢加工工艺特点有:精度高、表面质量好。冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。冷拉钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。 高度 使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。 表面光滑 先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。 材料大量节省 冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。
 光亮小圆棒专业销售团队
光亮小圆棒专业销售团队
(一)成品冷拔圆钢产生椭圆的原因及调整:1、成品圆钢产生椭圆的原因有:(1)成品孔错牙。(2)对角线位置磨老。(3)进口导板偏斜。2、成品圆钢产生椭圆的调整方法:(1)若是成品孔错牙,需将下辊往对角线直径短的一侧移动,其移动的距离约等于两对角线差的一半,即可将对角线直径不相等的缺陷纠正过来。(2)若是轧槽磨老必须换槽。(3)若属于进口导板倾斜,应将导板调正。(二)成品圆钢的水平直径和垂直直径不合也会形成椭圆。它主要有以下几种情况:(1)圆钢的水平直径大,垂直直径也大。应使成品前的椭圆轧件高度缩小,即使成品前上辊适当降下(尺寸调小),成品的上辊适当下降(尺寸调小)。如果成品前的椭圆因上辊的下降产生耳子,应使进人椭圆的立椭圆轧件适当缩小尺寸。如果缩小进人椭圆的立椭圆轧件,亦产生过充满现象时,应同样往前一孔调整,使其过充满现象。(2)如果圆钢的垂直直径稍大,水平直径正好,如前所述,应降下成品前孔上辊和降下成品上辊。(3)圆钢的垂直直径正好,水平直径稍大,应使成品前椭圆件高度缩小。(4)圆钢的水平直径比规定的小时,应使成品轧辊上辊适当降下;如仍然小时,则使成品前椭圆放大。(5)圆钢的垂直直径比规定的小时,而水平直径正好或较小,应放大成品前椭圆断面尺寸,成品上辊亦适当上升。如果水平直径较大时,只将成品上辊适当升起即可。(6)成品孔进口导板偏斜也会造成水平直径大,同时一侧有鼓棱,严重时形成耳子。